回转窑窑头、窑尾没有负压的预防及处理办法:
1. 严格按工艺参数操作,参数突变要及时调整。
2. ***预热器顶部料仓料位充足。
3. 适当调整推杆间隔时间以***窑内的填充率正常。
4. 及时处理结圈。
5. 检查高温风机烟气管道闸扳阀方向是否正确,处理闸扳阀阀前积灰或加大引风量。
6. 检查二次风阀的开度及流量是否准确或适当调小二次风量。
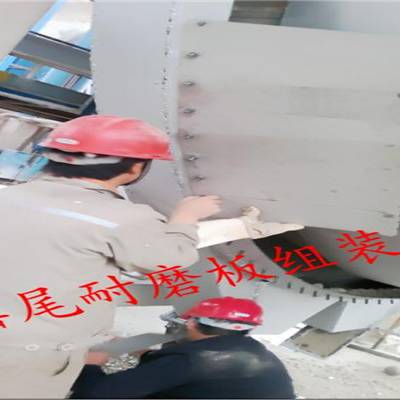
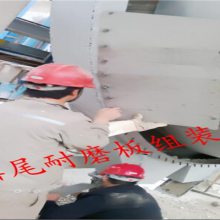
窑头密封装置的要求是:密封性能好,并能适应窑体上下串动、温度变化而引起的长度伸缩及径向变化,同时还要具有耐高温、耐磨、结构简单、便于维护的性能。常用的密封装置有:窑头用的迷宫式密封装置、窑尾用的石棉绳端面摩擦式密封装置、窑头及窑尾均可用的石墨块密封装置、窑中喂料处用的弹簧十字架橡胶带密封装置。

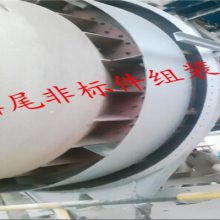
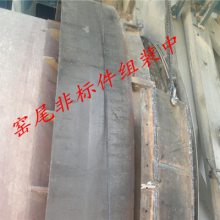
回转窑工作原理是一个复杂的过程。回转窑在进行工作运行时,物料从窑尾进入回转窑内煅烧,回转窑头密封鱼鳞钢片,由于筒体的倾斜和缓慢的回转作用,物料既沿圆周方向翻滚又沿轴向移动,窑头密封图,继续完成其工艺过程。回转窑是在负压下运行的,窑体与窑头看火罩、窑尾烟室连接处,不可避免地存在缝隙,若不窑头密封不好,窑头漏风过大,会降低二次风温,降低火焰温度,煤粉燃烧速度减慢,影响煅烧;若窑尾漏风过大,会减少二次空气量,烘干机窑头密封,冷空气从窑的尾部漏风处入窑,不但起不到助燃作用,还要被加热排出,增加热损失,并降低窑尾温相对减少排风能力,增加排风机负荷,影响回转窑内正常通风,降低产质量。如果各种预热装置漏风,将影响预热温度的提高,降低预热能力和预热器的热效率。
回转窑设备的加强操纵及其转速比的提升,生产能力的提升,也即加工工艺实际操作的连锁***控制电路的提升,能够使全部锻烧加工工艺操作流程由人工服务手动式调整主导变成自动控制系统主导,山西窑头密封,手动式调整辅以,防止人工服务调整误差很大的缺点.那样能够在机械别的自变量平稳和锻烧焦质量承诺的前提条件下,使机械的旋转速率获得挺大的提高。窑头密封关键是可以具有密封性机械这些机器设备的入口处中间的间隙,以避免透风、送风、漏灰这些状况产生。那样的行业现状也推动了机械密封性的销售市场发展趋势,透风、溢料的結果将造成窑尾烟雾溫度减少、生产量减少、热耗、煤耗提升、当拖轮损坏加快,使用寿命减少、高温风机热耗提高、环境污染和加工工艺的不平稳实际操作。